Il metodo di prova a intervalli A3
Il metodo del test a intervalli A3 – Di cosa si tratta?
Il metodo di verifica degli intervalli A3 (Metodo A3) è un algoritmo di ottimizzazione degli intervalli di taratura che utilizza la cronologia delle tarature accumulate relative a uno o più articoli, marche/modelli o strumenti classificati in modo analogo (ad esempio, tutti i multimetri digitali portatili a 3½ cifre o tutti i manometri con precisione dell'1% del fondo scala) per verificare statisticamente se l'intervallo assegnato all'oggetto in esame sia appropriato.
Il risultato del test determina se modificare o meno l'intervallo attuale, sulla base dei risultati della calibrazione in linea con le aspettative relative all'affidabilità di fine periodo (EOPR).
Ad esempio, se il laboratorio di taratura ha un obiettivo EOPR dell'89%, l'algoritmo effettuerà un'analisi statistica sugli articoli, sulle marche/modelli o sulle classi selezionati e consiglierà una delle tre possibili azioni:
- Allungare l'intervallo attuale: il soggetto analizzato sta ottenendo risultati superiori alle aspettative, pertanto sono necessarie calibrazioni meno frequenti.
- Non intraprendere alcuna azione: il soggetto analizzato sta funzionando come previsto, pertanto non sono necessarie misure correttive.
- Ridurre l'intervallo attuale: il soggetto analizzato sta ottenendo risultati inferiori alle aspettative, pertanto sono necessarie calibrazioni più frequenti.
Come funziona?
L'algoritmo del Metodo A3 si basa su risultati statisticamente significativi anziché su un metodo reattivo.
Un metodo reattivo è un semplice metodo algoritmico che non fa ricorso a dati statistici. Di seguito sono riportati i passaggi che illustrano un esempio di metodo reattivo (comunemente utilizzato in molti laboratori):
- Le ultime 3 calibrazioni sono fuori tolleranza?
- Sì = allungare l'intervallo attuale di 1,5 volte (o estenderlo del 10-15% rispetto all'intervallo attuale)
- No = ridurre l'intervallo attuale di 0,5
L'utilizzo di un metodo reattivo non si basa su alcun ragionamento statistico per determinare il risultato. L'utente finale reagisce a eventi casuali. Ciò porta a prendere molte decisioni errate riguardo all'estensione o alla riduzione dell'intervallo di calibrazione.
Un altro difetto nell'uso di metodi reattivi è l'affidabilità e la precisione dei dati. Le simulazioni indicano che il tempo necessario per raggiungere un determinato intervallo può variare da 10 a 60 anni. Anche se dovesse emergere un punto “definito”, non vi è alcuna indicazione che esso ricada nell’intervallo corretto. Alla fine potrebbe stabilizzarsi su un intervallo errato e non reagirà a nessun dato successivo, indipendentemente dall'affidabilità osservata.
Il metodo A3 si differenzia dalle risposte algoritmiche in quanto si basa sulla significatività statistica. Cosa si intende per significatività statistica? «Il mio intervallo attuale è corretto?»

L'esempio sopra riportato calcola l'EOPR tramite una semplice divisione, il che fornisce «un» valore ma non ne rivela il grado di affidabilità (non si tratta infatti del «vero» valore). Ad esempio, se uno strumento di una determinata marca/modello fosse stato calibrato 10 volte senza che venisse rilevato alcun caso di «fuori tolleranza» (OOT), con un semplice calcolo matematico si otterrebbe un EOPR pari al 100%. Il problema di questo approccio semplicistico è che, in assenza di guasti, l'EOPR sembra essere pari al 100%, il che è errato poiché praticamente nulla può essere affidabile al 100%: l'incertezza è sempre una variabile invisibile.
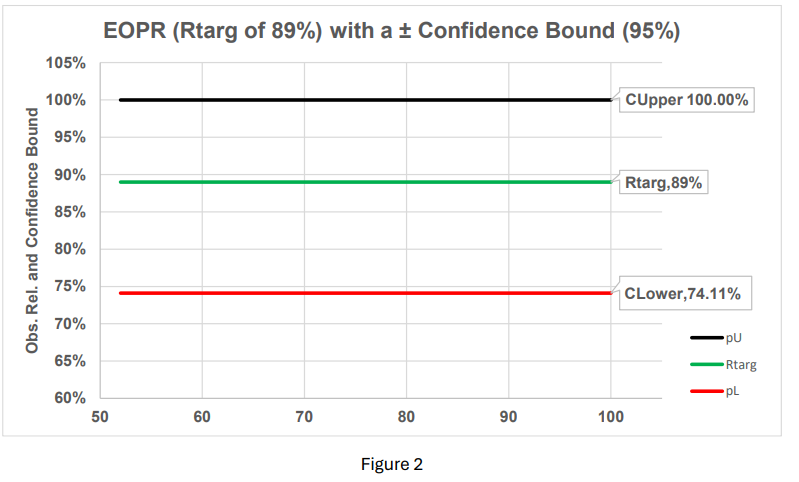
Sebbene tutti e 10 gli item siano stati giudicati «non conformi», l'affidabilità effettiva si colloca all'interno dei limiti di confidenza dell'affidabilità. Se il laboratorio di manutenzione ha un obiettivo EOPR dell'89% con un livello di confidenza del 95% e zero guasti, si ipotizza che l'EOPR nel caso peggiore corrisponda al limite inferiore calcolato dell'intervallo di confidenza, ovvero il 74,11%. Nel settore manifatturiero, questo concetto è noto come curva ROC (Receiver Operating Characteristic).
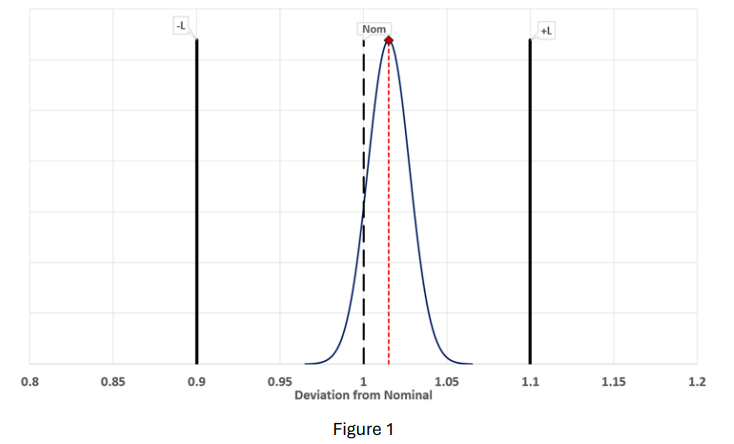
Pensate all'EOPR nello stesso modo in cui consideriamo un valore nominale e la tolleranza ± che lo circonda. Ad esempio, abbiamo un valore nominale di 1 V CC con una tolleranza compresa tra 1,1 e 0,9 V CC al 95% di confidenza. Non si considererebbe mai valida una misurazione, ad esempio 1,015 V CC, se non fossero state fornite informazioni sulla tolleranza e/o sull'incertezza. EOPR funziona in modo simile.
Prendendo l'esempio della tensione, il valore di 1 V CC è compreso tra 0,9 e 1,1 V CC. Se il valore misurato è pari a +1,015 V CC, la misurazione è considerata «entro i limiti di tolleranza». Il valore reale, tuttavia, è sconosciuto. Non è noto a causa dell'incertezza di misura associata. Il valore reale è dato dal valore misurato e dall'incertezza ad esso associata. Questo vale per qualsiasi situazione di misurazione, poiché l'incertezza è inevitabile.
Utilizzando le funzioni binomiali sostitutive come limite di tolleranza per quanto riguarda l'affidabilità, la somiglianza tra i criteri di accettazione e di rifiuto risulta evidente. Anziché concentrarsi sullo scostamento dal valore nominale, la domanda ora è: «L'affidabilità rientra nei limiti di tolleranza?»
Prendendo la figura 1, ruotandola di 90° in orizzontale e sostituendo i limiti di confidenza binomiali, l'esempio delle 10 calibrazioni con 10 esiti positivi definisce ora un intervallo di «tolleranza» attorno al valore target dell'EOPR (Rtarg).
Poiché la linea verde (Rtarg dell'89%) si trova tra il limite binomiale superiore calcolato (CUpper 100%) e il limite binomiale inferiore calcolato (CLower 74,11%), l'algoritmo non suggerisce di aumentare/ridurre l'intervallo di calibrazione attuale poiché sia l'EOPR (Rtarg 89%) che il livello di confidenza del 95% rientrano nelle "specifiche" (figura 2).
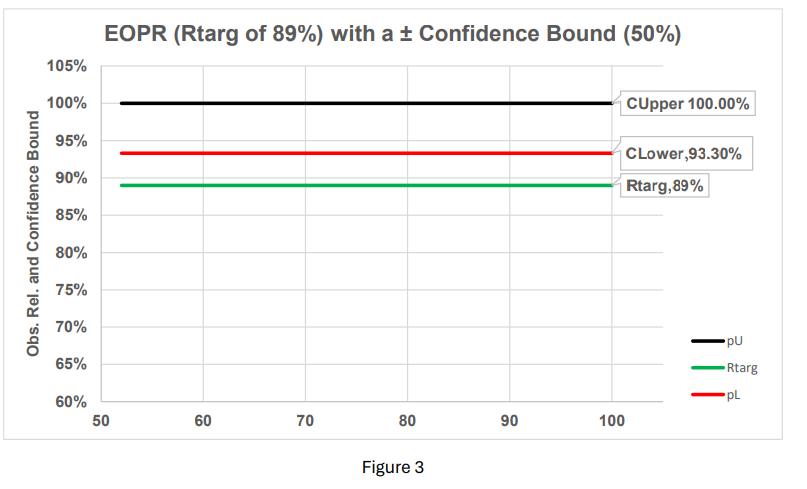
Va notato che i limiti binomiali ± non sono valori fissi, ma variano in base ai dati raccolti (dimensione del campione) e ai livelli di confidenza.
Mantenendo la stessa risoluzione nel grafico (figura 3) e modificando solo il livello di confidenza dal 95% al 50%, si restringe il «margine di tolleranza» attorno all'EOPR. Inoltre, poiché il binomio inferiore (CLower 93,3%) è superiore all'EOPR (Rtarg 89%), l'algoritmo suggerirà di aumentare l'intervallo. Va notato che passare da un livello di confidenza del 95% a uno del 50% significa che si è sicuri al 50% di fare la scelta giusta.
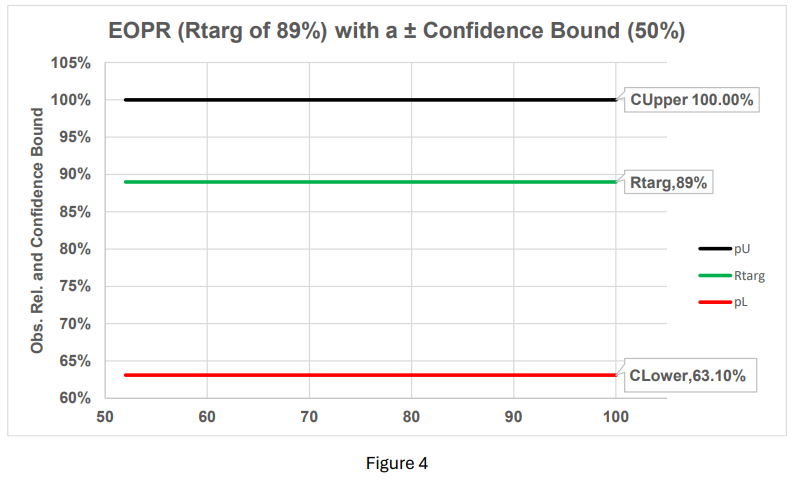
Di conseguenza, il semplice fatto di aumentare il livello di confidenza dal 50% al 99% amplia il «margine di tolleranza», senza fornire alcun motivo per modificare l'intervallo attuale (figura 4).
Il fatto di puntare a un obiettivo di elevata affidabilità, unito a un alto livello di sicurezza, non significa che più grande sia meglio. In realtà, prevede campioni di dimensioni irragionevoli e rischia di vanificare del tutto il motivo per cui si ricorre all'analisi per intervalli. Ad esempio, se l'utente finale richiedesse un EOPR del 99,9%, con un livello di confidenza del 99% su tale obiettivo di affidabilità, sarebbe necessario registrare un totale di 4.603 tarature, **** , solo per dimostrare quel livello di certezza. È probabile che le risorse sottoposte a test vengano eliminate prima che si raggiunga l'obiettivo finale.
L'algoritmo di base
Quando si utilizza questo programma, un intervallo viene "verificato" per determinare se corrisponde all'intervallo corretto. Se l'intervallo considerato è di 365 giorni (ad esempio), è necessario definire alcuni criteri di accettazione predefiniti. Si raccomanda, per i 365 giorni, di escludere qualsiasi intervallo calcolato che si discosti di circa il 16,4% dall'intervallo effettivo di 365 giorni (un intervallo calcolato è dato dalla differenza tra la data di calcolo corrente e quella precedente). Perché il 16,4%?
La percentuale del 16,4% è giustificata dal fatto che i clienti potrebbero restituire le attrezzature prima della data di scadenza prevista oppure restituirle in ritardo (sia a seguito di una richiesta di proroga di 30 giorni oltre la data di scadenza, sia semplicemente in ritardo). Il risultato è di circa 60 giorni (i criteri possono variare). Il programma raccoglierà tutte le statistiche di calibrazione, scartando gli intervalli effettivi calcolati che non rientrano nell'intervallo fisso di 365 ± 60 giorni.
Definizione di un obiettivo di affidabilità
Un compromesso ragionevole è un obiettivo EOPR dell'89% con un livello di confidenza del 95%. Questi valori non sono stati scelti a caso. C'è una valida ragione alla base di questa combinazione. L'EOPR è un elemento fondamentale per la gestione del rischio legato alle decisioni di misurazione (nota anche come "guard-banding"). Molte organizzazioni si impegnano a fornire risultati dei test di conformità con una probabilità di accettazione errata (PFA) pari o inferiore al 2%. Sebbene ciò esuli dall'ambito della presente documentazione, mantenendo sia l'unità in prova (UUT) che gli standard di riferimento all'89% di EOPR si garantisce che, indipendentemente dal rapporto di incertezza della prova (TUR), il PFA non superi mai il 2% (il valore massimo è dell'1,95%, come indicato nella figura 5). Questo aspetto è stato documentato per la prima volta da Scott Mimbs nel 2011, in risposta alla norma ANSI Z540.3 relativa al 2% di PFA. Il metodo A3 contribuisce al raggiungimento di questo obiettivo.
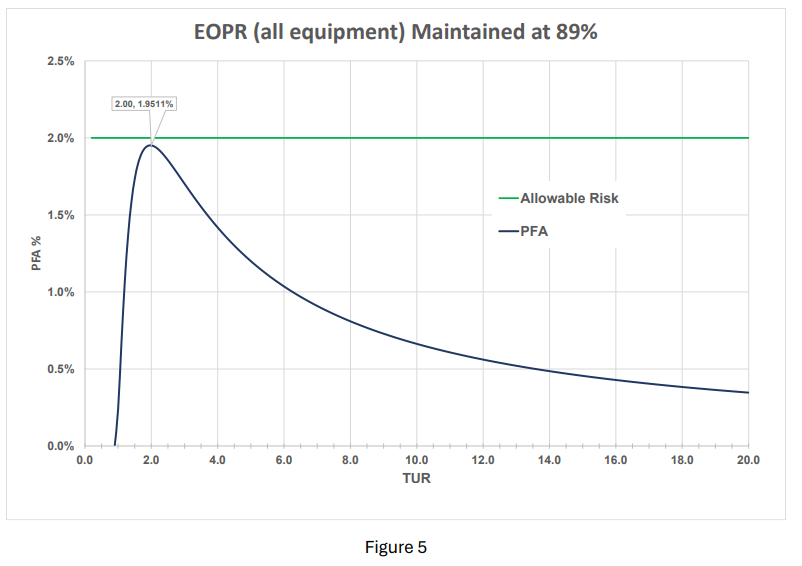
Il lettore potrebbe chiedersi: «Perché, se il TUR è in calo, il picco del PFA aumenta per poi diminuire?» La ragione di questo fenomeno è che, una volta raggiunto il valore massimo di PFA, con il diminuire del TUR, la probabilità di accettare erroneamente un prodotto (o processo) difettoso diminuisce drasticamente e praticamente qualsiasi prodotto (o processo) sottoposto a test verrà erroneamente scartato anziché erroneamente accettato.
Perché dovrei usarlo?
L'utilizzo dell'analisi degli intervalli di taratura non serve solo a mantenere gli obiettivi di affidabilità e a ridurre al minimo i problemi legati alla PFA, ma costituisce anche un fattore determinante dal punto di vista metrico che consente a qualsiasi organizzazione di prendere decisioni informate anche in merito ai propri attuali budget operativi e di manutenzione (O&M).
NOTA: Per sfruttare appieno i vantaggi di questa funzione, sarebbe opportuno che l'organizzazione definisse orari standard (per tipo di taratura) e i costi interni associati all'attività.
Facendo riferimento all'inizio del presente documento, sono stati evidenziati tre risultati fondamentali ottenibili grazie all'utilizzo di un programma di ottimizzazione.
- Allungare l'intervallo attuale: il soggetto analizzato sta ottenendo i risultati previsti, pertanto sono necessarie calibrazioni meno frequenti.
- Non intraprendere alcuna azione: il soggetto analizzato sta funzionando come previsto, pertanto non sono necessarie misure correttive.
- Ridurre l'intervallo attuale: il soggetto analizzato sta ottenendo risultati in linea con le aspettative, pertanto sono necessarie calibrazioni più frequenti.
Quando si tratta dei budget per la manutenzione e la gestione e della modifica degli intervalli programmati, ci piace definirli: buone notizie, nessuna notizia e cattive notizie. Esamineremo in particolare i punti 1 e 3, poiché il punto 2 non richiede alcun intervento.
Esempio: Innanzitutto, la buona notizia. Supponiamo che, per una determinata marca/modello, si abbiano in totale 1000 calibrazioni. Non si tratta necessariamente di un singolo articolo, ma piuttosto di un gruppo di articoli della stessa marca/modello (o simili). Mantenendo l'EOPR e i livelli di confidenza alle impostazioni predefinite (EOPR all'89% e confidenza al 95%) e supponendo che i dati soddisfino i criteri, l'intervallo di calibrazione passa da 365 a 438 giorni (+20%).
Se il tempo necessario per la messa a punto di ciascun articolo è di 1,5 ore, il costo interno (pensione e benefici) è di 150 $/ora e nel vostro magazzino sono presenti 1000 articoli di questo tipo, l'attuale budget di gestione e manutenzione per questa singola marca/modello è di circa 225.000 $. Il risultato finale è 1000 × 1,5 (ore) × 150 (dollari) = 225.000 $.
Sappiamo che, in base ai nostri calcoli precedenti, il risparmio è pari al 20%; quindi 225.000 $ x 0,2 = 45.000 $.
E ora la brutta notizia. Supponiamo che un'altra marca/modello abbia prestazioni insufficienti e che sia necessario ridurre l'intervallo (tutti gli altri criteri relativi all'affidabilità rimangono invariati) da 365 a 257 giorni (riduzione di circa il 30%). Abbiamo 500 manometri, con una tolleranza dell'1%, che non soddisfano l'obiettivo di affidabilità. La calibrazione di questi articoli richiede 1,0 ore. Ora abbiamo 500 × 1,0 (ore) × 150 (dollari) = 75.000 $. Ma invece di calibrare questi dispositivi ogni anno, ora, in seguito alla nostra scoperta, occorre farlo ogni 257 giorni. Ciò comporta sostanzialmente un aumento dei costi di gestione e manutenzione da 75.000 a 97.500 dollari (+30%).
E ora veniamo al punto: il costo iniziale per i 2 modelli è di 300.000 dollari all'anno.
Voce 1 attuale = 180.000 $ all'anno per spese di esercizio e manutenzione
Voce 2 attuale = 97.500 $ all'anno per spese di esercizio e manutenzione
Costo totale = 227.500 dollari
Risparmio netto = 300.000 $ - 227.500 $ = 22.500 $
A questo punto la domanda è: «Perché non dovresti usarlo?»