O Método de Teste de Intervalos A3
O Método do Teste de Intervalos A3 – O que é?
O Método de Teste de Intervalo A3 (Método A3) é um algoritmo de otimização do intervalo de calibração que utiliza o histórico de calibração acumulado de um determinado item, marca/modelo ou instrumentação de classe semelhante (por exemplo, todos os multímetros digitais portáteis de 3½ dígitos ou todos os manómetros com precisão de 1% da escala total) para verificar estatisticamente se o intervalo atribuído ao item em questão é adequado.
O resultado do teste determina se o intervalo atual deve ou não ser ajustado, com base nos resultados da calibração que correspondem às expectativas de fiabilidade no final do período (EOPR).
Por exemplo, se o laboratório de calibração tiver uma meta de EOPR de 89%, o algoritmo realizará uma análise estatística sobre o(s) item(ns), marca/modelo ou classe selecionados e recomendará uma das três ações possíveis:
- Aumentar o intervalo atual – o objeto analisado está a apresentar um desempenho acima das expectativas, pelo que são necessárias calibrações menos frequentes.
- Não tomar nenhuma medida — o objeto analisado está a funcionar conforme o esperado, pelo que não é necessária qualquer ação corretiva.
- Reduzir o intervalo atual — o objeto em análise está a apresentar um desempenho abaixo do esperado, pelo que são necessárias calibrações mais frequentes.
Como funciona?
O algoritmo do Método A3 baseia-se em resultados estatisticamente significativos, em vez de um método reativo.
Um método reativo é um método algorítmico simples que não recorre a estatísticas. Um exemplo de um método reativo (comum em muitos laboratórios) é descrito nos passos abaixo:
- As últimas 3 calibrações estão fora da tolerância?
- Sim = aumentar o intervalo atual em 1,5 vezes (ou prolongá-lo em 10-15 % do intervalo atual)
- Não = diminuir o intervalo atual em 0,5x
A utilização de um método reativo não recorre a qualquer raciocínio estatístico para determinar o resultado. O utilizador final está a reagir a acontecimentos aleatórios. Isso leva a muitas decisões erradas quanto ao prolongamento ou redução do intervalo de calibração.
Outra falha na utilização de métodos reativos é a precisão da fiabilidade do alvo. As simulações indicam que o tempo necessário para atingir «um» determinado intervalo pode variar entre 10 e 60 anos. Mesmo que surja um ponto «estabilizado», não há indícios de que se tenha estabilizado no intervalo correto. Em última análise, pode fixar-se num intervalo incorreto e não responderá a quaisquer dados adicionais, independentemente da fiabilidade observada.
O método A3 difere das respostas algorítmicas na medida em que recorre à significância estatística. O que se entende por significância estatística: «O meu intervalo atual está correto?»

O exemplo acima estima o EOPR através de uma simples divisão, o que fornece «um» número, mas não revela o nível de confiança associado (não é «o» número). Por exemplo, se um instrumento de determinada marca/modelo tiver sido calibrado 10 vezes sem que se tenha registado qualquer «Fora de Tolerância» (OOT), através de um cálculo simples descobrimos que o EOPR é de 100%. O problema desta abordagem simplista reside no facto de, na ausência de falhas, o EOPR parecer ser de 100 %, o que é incorreto, uma vez que praticamente nada pode ser 100 % fiável; a incerteza é sempre uma variável invisível.
Embora 10 dos 10 itens tenham sido considerados «dentro dos limites de tolerância», a fiabilidade real situa-se algures entre os limites de confiança da fiabilidade. Se o laboratório de manutenção tiver uma meta de EOPR de 89 % com um nível de confiança de 95 % e zero falhas, presume-se que o EOPR no pior dos casos seja o limite inferior calculado do intervalo de confiança, ou seja, 74,11 %. No domínio da produção, isto é conhecido como Curva ROC (Receiver Operator Curve).
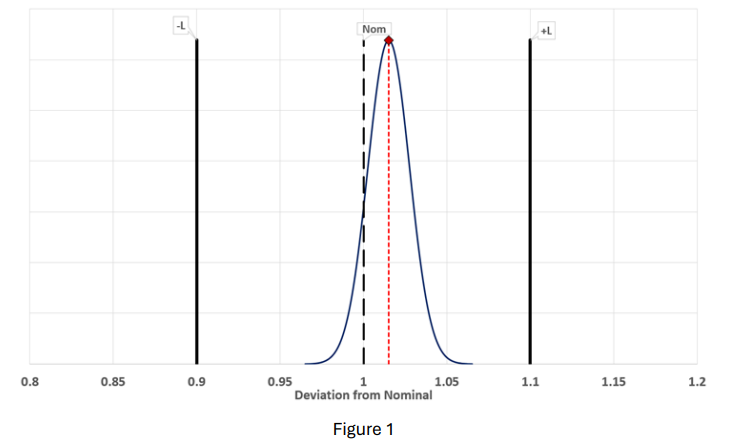
Pense no EOPR da mesma forma que pensamos num valor nominal e numa tolerância de ± em torno desse valor. Por exemplo, temos um valor nominal de 1 VCC com uma tolerância de 1,1 a 0,9 VCC, com um nível de confiança de 95%. Nunca se consideraria uma medição, por exemplo, 1,015 VCC, como válida se não fossem fornecidas informações sobre a tolerância e/ou a incerteza. O EOPR funciona de forma semelhante.
Tomando o exemplo da tensão, o valor de 1 VCC está compreendido entre 0,9 e 1,1 VCC. Se o valor medido for +1,015 VCC, a medição é considerada «dentro da tolerância». O valor real, no entanto, é desconhecido. Não se sabe ao certo devido à incerteza de medição envolvida. O verdadeiro valor reside no valor medido e na incerteza associada. Isto aplica-se a qualquer situação de medição, uma vez que a incerteza é inevitável.
Ao utilizar as funções binomiais de substituição como limite de tolerância no que diz respeito à fiabilidade, torna-se evidente a semelhança entre os critérios de aceitação e rejeição. Em vez de nos questionarmos sobre o desvio em relação ao valor nominal, a questão passa a ser: «A fiabilidade está dentro da tolerância?»
Ao pegar na figura 1, rodá-la 90º na horizontal e substituir os limites de confiança binomiais, o exemplo de 10 calibrações com 10 sucessos estabelece agora uma «tolerância» em torno do valor-alvo do EOPR (Rtarg).
Uma vez que a linha verde (Rtarg de 89 %) se situa entre o limite binomial superior calculado (CUpper 100 %) e o limite binomial inferior calculado (CLower 74,11 %), o algoritmo não sugere aumentar/diminuir o intervalo de calibração atual, uma vez que tanto o EOPR (Rtarg 89%) como o intervalo de confiança de 95% se encontram dentro das «especificações» (figura 2).
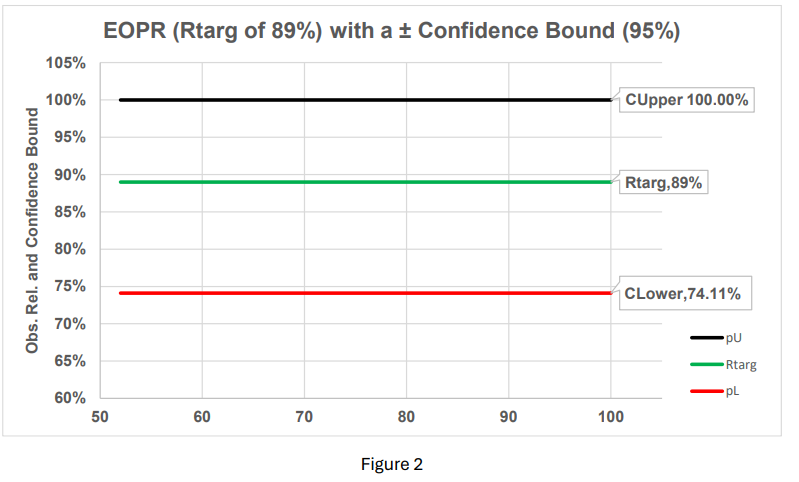
É importante referir que os limites binomiais ± não são valores fixos; alargam-se ou estreitam-se em função dos dados acumulados (dimensão da amostra) e dos níveis de confiança.
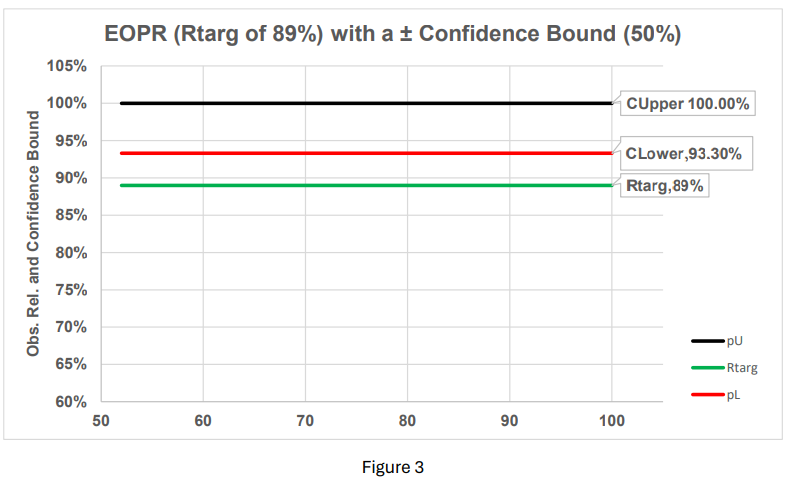
Mantendo a mesma resolução no gráfico (figura 3) e alterando apenas o nível de confiança de 95 % para 50 %, reduz-se a «tolerância» em torno do EOPR. Além disso, uma vez que o binómio inferior (CLower 93,3 %) está acima do EOPR (Rtarg 89 %), o algoritmo irá sugerir o aumento do intervalo. É importante referir que passar de um nível de confiança de 95% para 50% significa que tem 50% de certeza de que está a fazer a escolha certa.
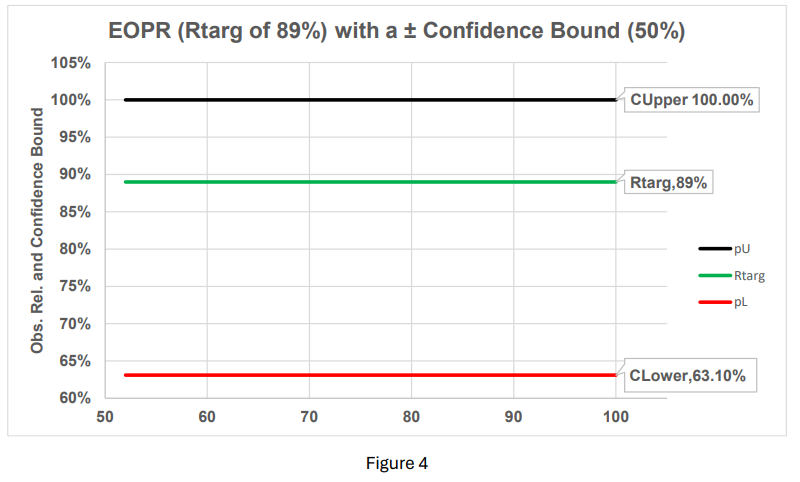
Consequentemente, alterar apenas o nível de confiança de 50 % para 99 % alarga a «tolerância», não havendo motivo para alterar o intervalo atual (figura 4).
O facto de se pretender um nível elevado de fiabilidade, aliado a um elevado grau de confiança, não significa que quanto maior, melhor. Na verdade, isso implica tamanhos de amostra desproporcionados e provavelmente anulará por completo o motivo para se recorrer à análise de intervalo. Por exemplo, se o utilizador final exigisse um EOPR de 99,9%, aliado a um nível de confiança de 99% relativamente a esse objetivo de fiabilidade, seria necessário registar um total de 4 603 calibrações, ****, apenas para demonstrar esse nível de certeza. É provável que os recursos testados sejam descartados antes de se atingir o objetivo final.
O algoritmo básico
Ao utilizar este programa, um intervalo é «testado» para determinar se está no intervalo correto. Se o intervalo testado for de 365 dias (por exemplo), deve definir alguns critérios de aceitação predefinidos. Uma recomendação, para 365 dias, consiste em excluir qualquer intervalo calculado que se desvie do intervalo fixo de 365 dias em cerca de 16,4% (um intervalo calculado é a data de calibração atual menos a data de calibração anterior). Porquê 16,4 %?
A justificação para uma percentagem de 16,4 % deve-se ao facto de os clientes poderem devolver o equipamento antes da data de vencimento prevista ou de o poderem devolver em atraso (seja devido a um pedido de prorrogação do prazo de 30 dias a contar da data de vencimento, seja simplesmente por incumprimento). Isso resulta em ± 60 dias (os seus critérios podem variar). O programa irá recolher todas as estatísticas de calibração, rejeitando quaisquer intervalos reais calculados que se situem fora do intervalo fixo de 365 ± 60 dias.
Definir uma meta de fiabilidade
Um compromisso razoável consiste numa meta de EOPR de 89 %, associada a um nível de confiança de 95 %. Estes valores não são escolhidos arbitrariamente. Há uma razão de peso para esta combinação. O EOPR é um componente essencial para a gestão do risco de medição (também conhecido como «guard-banding»). Muitas organizações comprometem-se a fornecer resultados de testes de conformidade com uma Probabilidade de Aceitação de Falhas (PFA) igual ou inferior a 2%. Embora esteja fora do âmbito desta documentação, manter tanto a UUT como os padrões de referência a 89% de EOPR garante que, independentemente do Rácio de Incerteza do Teste (TUR), o PFA nunca excederá 2% (sendo 1,95% o valor máximo, conforme a figura 5). Isto foi documentado pela primeira vez por Scott Mimbs em 2011, como resposta ao cumprimento da norma ANSI Z540.3 relativa ao teor de 2% de PFA. O Método A3 ajuda a alcançar esse objetivo.
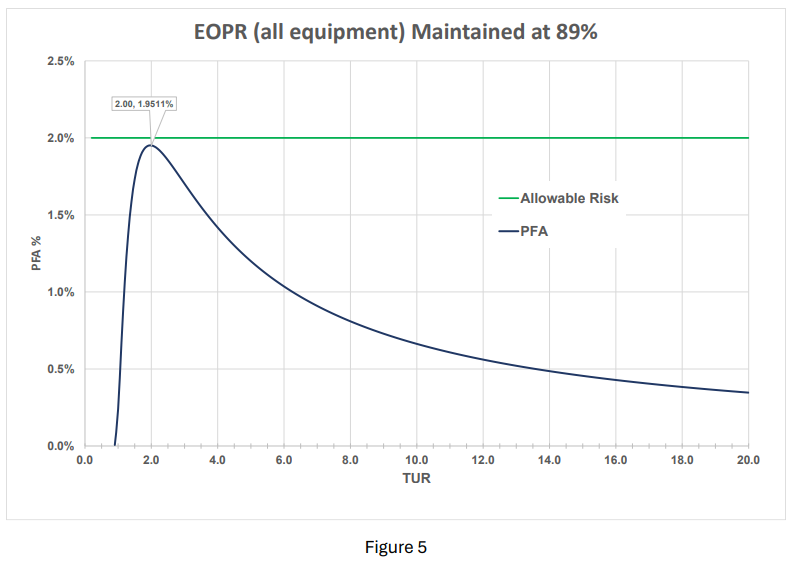
O leitor poderá estar a perguntar-se: «por que razão, se a TUR está a diminuir, o pico da PFA atinge um máximo e depois desce?» A razão para este fenómeno reside no facto de, uma vez atingido o PFA máximo, com a diminuição do TUR, a probabilidade de aceitar erroneamente um produto (ou processo) defeituoso diminuir drasticamente e praticamente qualquer produto (ou processo) testado ser rejeitado erroneamente, em vez de ser aceite erroneamente.
Por que devo usá-lo?
A utilização da análise dos intervalos de calibração não se destina apenas a manter os objetivos de fiabilidade e a minimizar as preocupações relacionadas com a falha de desempenho (PFA); trata-se também de um fator métrico concreto que permite a qualquer organização tomar decisões informadas sobre os seus orçamentos atuais de Operações e Manutenção (O&M).
NOTA: Para tirar o máximo partido desta funcionalidade, seria vantajoso para a organização definir horários padrão (por tipo de calibração) e os custos internos associados à execução das tarefas.
Remetendo ao início deste documento, foram destacados três resultados fundamentais decorrentes da utilização de um programa de otimização.
- Aumentar o intervalo atual – o sujeito analisado está a ter um desempenho dentro das expectativas, pelo que são necessárias calibrações menos frequentes.
- Não tomar nenhuma medida — o objeto analisado está a funcionar conforme o esperado, pelo que não é necessária qualquer ação corretiva.
- Reduzir o intervalo atual — o sujeito em análise está a ter um desempenho abaixo das expectativas, pelo que são necessárias calibrações mais frequentes.
No que diz respeito aos orçamentos de operação e manutenção e à alteração dos intervalos programados, costumamos referir-nos a eles como: boas notícias, ausência de notícias e más notícias. Analisaremos especificamente os pontos 1 e 3, uma vez que o ponto 2 não requer qualquer ação.
Exemplo: Primeiro, as boas notícias. Suponhamos que, para uma determinada marca/modelo, tenha um total de 1000 calibrações. Isto não se refere necessariamente a um único artigo, mas sim a um conjunto de artigos da mesma marca/modelo (ou semelhantes). Mantendo o EOPR e os níveis de confiança nos valores predefinidos (EOPR de 89 % e confiança de 95 %), e partindo do princípio de que os dados cumprem os critérios, o intervalo de calibração aumenta de 365 dias para 438 dias (+20 %).
Se o tempo necessário para calibrar cada unidade for de 1,5 horas, se o custo interno (pensões e benefícios) for de 150 $/hora e se houver 1000 unidades semelhantes no seu inventário, o orçamento atual de manutenção e operação para esta marca/modelo específico é de cerca de 225 000 $. O resultado final é 1000 x 1,5 (horas) x 150 (dólares) = 225 000 $.
Sabemos que a poupança é de 20 %, com base nos nossos cálculos anteriores; portanto, 225 000 $ x 0,2 = 45 000 $.
Agora, as más notícias. Suponhamos que outra marca/modelo apresente um desempenho insatisfatório e necessite de uma redução do intervalo (mantendo todos os critérios de fiabilidade inalterados) de 365 dias para 257 dias (uma redução de cerca de 30 %). Temos 500 manómetros com uma tolerância de ± 1% que não cumprem a meta de fiabilidade. A calibração destes itens demora 1 hora. Agora temos 500 x 1,0 (horas) x 150 (dólares) = 75 000 $. Mas, em vez de calibrar estes itens anualmente, agora é necessário fazê-lo a cada 257 dias, devido à nossa conclusão. Isto aumenta, essencialmente, os custos de operação e manutenção de 75 000 $ para 97 500 $ (+30 %).
Resumindo: o custo inicial das duas marcas/modelos = 300 000 dólares por ano.
Item 1 atualmente = 180 000 $ por ano em custos de exploração e manutenção
Ponto 2 agora = 97 500 $ por ano em custos de exploração e manutenção
Custo total = 227 500 $
Poupança líquida = 300 000 $ - 227 500 $ = 22 500 $
A questão que se coloca agora é: «por que não o utilizaria?»