El método de prueba de intervalos A3
El método de la prueba de intervalos A3: ¿en qué consiste?
El método de prueba de intervalos A3 (método A3) es un algoritmo de optimización de intervalos de calibración que utiliza el historial de calibraciones acumulado de un artículo, marca o modelo concretos, o de instrumentos clasificados de forma similar (por ejemplo, todos los multímetros digitales portátiles de 3½ dígitos o todos los manómetros con una precisión del 1 % del fondo de escala), para comprobar estadísticamente si el intervalo asignado al instrumento en cuestión es adecuado.
El resultado de la prueba determina si se debe ajustar el intervalo actual o no, basándose en los resultados de la calibración que se ajustan a las expectativas de fiabilidad al final del periodo (EOPR).
Por ejemplo, si el laboratorio de calibración tiene un objetivo de EOPR del 89 %, el algoritmo realizará un análisis estadístico de los artículos, marcas/modelos o clases seleccionados y recomendará una de las tres acciones posibles:
- Alargar el intervalo actual: el sujeto analizado está rindiendo por encima de lo esperado, por lo que se requieren calibraciones menos frecuentes.
- No tomar ninguna medida: el elemento analizado funciona según lo previsto, por lo que no es necesario adoptar medidas correctivas.
- Reduzca el intervalo actual: el sujeto analizado está rindiendo por debajo de lo esperado, por lo que se requieren calibraciones más frecuentes.
¿Cómo funciona?
El algoritmo del Método A3 se basa en resultados estadísticamente significativos, en lugar de un método reactivo.
Un método reactivo es un método algorítmico sencillo que no utiliza datos estadísticos. A continuación se describen los pasos de un método reactivo (habitual en muchos laboratorios):
- ¿Las últimas tres calibraciones están fuera de tolerancia?
- Sí = alargar el intervalo actual en un 1,5 (o ampliarlo entre un 10 % y un 15 % del intervalo actual)
- No = reducir el intervalo actual en 0,5
El uso de un método reactivo no aplica ningún razonamiento estadístico a la hora de determinar el resultado. El usuario final está reaccionando ante sucesos aleatorios. Esto da lugar a muchas decisiones erróneas a la hora de ampliar o reducir un intervalo de calibración.
Otro inconveniente del uso de métodos reactivos es la precisión en la fiabilidad de los objetivos. Las simulaciones indican que el tiempo que se tarda en estabilizarse en «un» intervalo determinado puede oscilar entre 10 y 60 años. Aunque surja un punto «estabilizado», no hay indicios de que se haya estabilizado en el intervalo correcto. En última instancia, puede establecer un intervalo incorrecto y no responderá a ningún dato posterior, independientemente de la fiabilidad observada.
El método A3 se diferencia de las respuestas algorítmicas en que utiliza la significación estadística. ¿Qué se entiende por «significación estadística»? «¿Es correcto mi intervalo actual?»

En el ejemplo anterior se calcula el EOPR mediante una simple división, lo que da como resultado «un» número, pero oculta el nivel de confianza asociado (no es «el» número). Por ejemplo, si un instrumento de una marca y modelo concretos se ha calibrado 10 veces sin que se haya detectado ningún caso de «fuera de tolerancia» (OOT), mediante un simple cálculo matemático se deduce que el EOPR es del 100 %. El problema de este enfoque simplista es que, en caso de que no se produzca ningún fallo, el EOPR parece ser del 100 %, lo cual es incorrecto, ya que prácticamente nada puede ser fiable al 100 %; la incertidumbre es siempre una variable invisible.
Aunque los 10 ítems se consideraron «fuera de los límites de tolerancia», la fiabilidad real se sitúa en algún punto entre los límites de confianza de la fiabilidad. Si el laboratorio de mantenimiento tiene un objetivo de EOPR del 89 % con un nivel de confianza del 95 % y cero fallos, se supone que el EOPR en el peor de los casos es el límite inferior calculado del intervalo de confianza, que es del 74,11 %. En el ámbito de la fabricación, esto se conoce como «curva ROC» (Receiver Operator Curve).
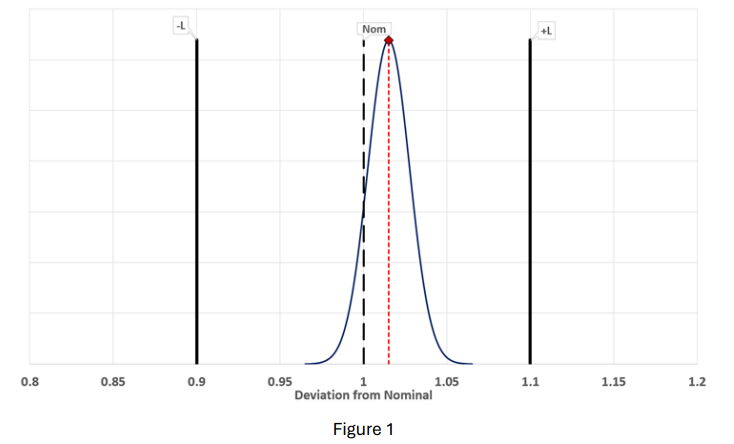
Piensa en el EOPR del mismo modo que pensamos en un valor nominal y en una tolerancia de ± a su alrededor. Por ejemplo, tenemos un valor nominal de 1 VCC con una tolerancia de 1,1 a 0,9 VCC con un nivel de confianza del 95 %. Nunca se consideraría válida una medición, por ejemplo, de 1,015 VCC, si no se proporcionara información sobre la tolerancia o la incertidumbre. EOPR funciona de manera similar.
Si tomamos como ejemplo la tensión, el valor de 1 VCC está comprendido entre 0,9 y 1,1 VCC. Si el valor medido es de +1,015 VCC, la medición se considera «dentro de la tolerancia». Sin embargo, se desconoce cuál es su verdadero valor. Se desconoce debido a la incertidumbre de medición que conlleva. El valor real reside en el valor medido y en la incertidumbre asociada. Esto es así en cualquier situación de medición, ya que la incertidumbre es inevitable.
Al utilizar las funciones binomiales sustitutivas como límite de tolerancia en lo que respecta a la fiabilidad, la similitud entre los criterios de aceptación y rechazo resulta evidente. En lugar de la desviación respecto al valor nominal, la pregunta ahora es: «¿Se encuentra la fiabilidad dentro de los límites de tolerancia?».
Si tomamos la figura 1, la giramos 90º en horizontal y sustituimos los límites de confianza binomiales, el ejemplo de 10 calibraciones con 10 aciertos establece ahora un «margen de tolerancia» en torno al objetivo EOPR (Rtarg).
Dado que la línea verde (Rtarg del 89 %) se encuentra entre el límite binomial superior calculado (CUpper 100 %) y el límite binomial inferior calculado (CLower 74,11 %), el algoritmo no sugiere aumentar ni disminuir el intervalo de calibración actual, ya que tanto el EOPR (Rtarg 89 %) como el intervalo de confianza del 95 % se encuentran dentro de las «especificaciones» (figura 2).
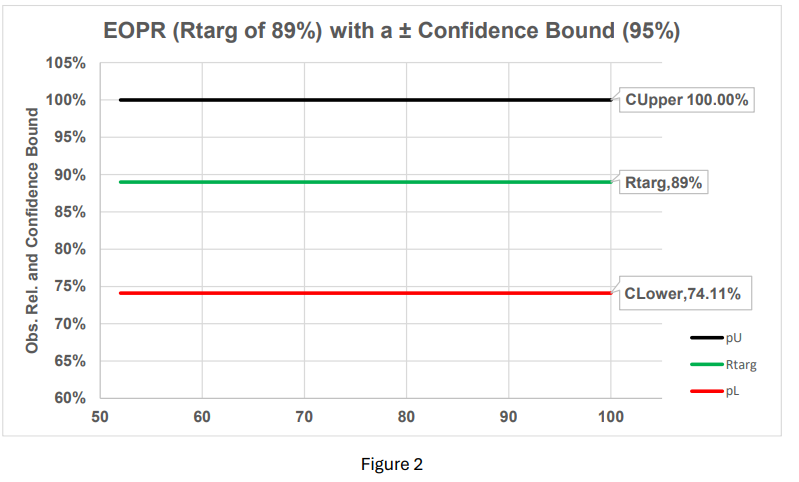
Cabe señalar que los límites binomiales ± no son entidades fijas, sino que se amplían o se reducen en función de los datos acumulados (tamaño de la muestra) y los niveles de confianza.
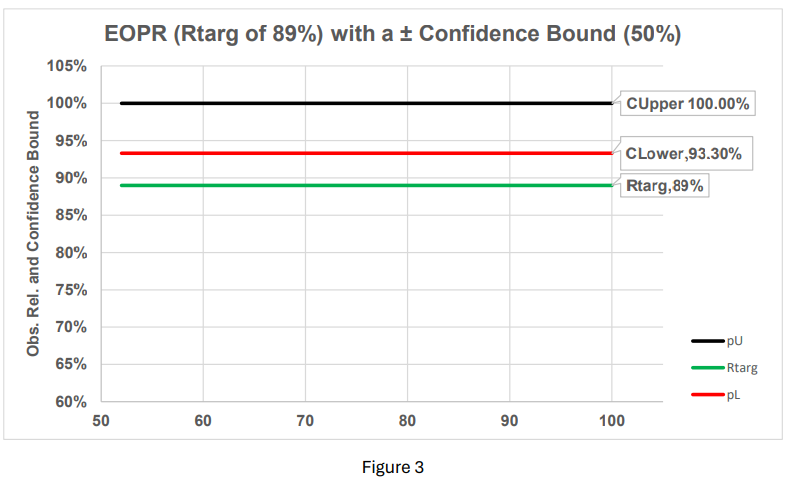
Si se mantiene la misma resolución en el gráfico (figura 3) y solo se cambia el nivel de confianza del 95 % al 50 %, se reduce el «margen de tolerancia» en torno al EOPR. Además, dado que el binomio inferior (CLower 93,3 %) está por encima del EOPR (Rtarg 89 %), el algoritmo sugerirá ampliar el intervalo. Cabe señalar que pasar de un nivel de confianza del 95 % al 50 % significa que tienes un 50 % de certeza de que estás tomando la decisión correcta.
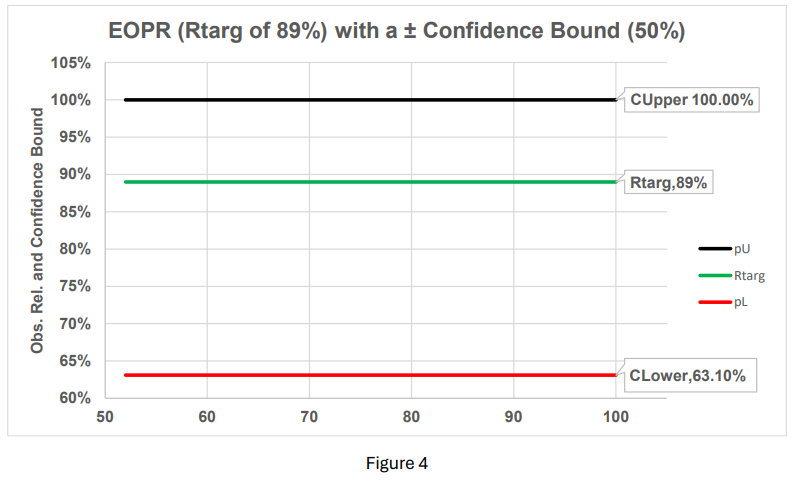
Por lo tanto, el mero hecho de cambiar el nivel de confianza del 50 % al 99 % amplía el «margen de tolerancia», lo que no justifica modificar el intervalo actual (figura 4).
El hecho de aspirar a un objetivo de alta fiabilidad, junto con un alto nivel de confianza, no significa que cuanto más grande, mejor. De hecho, se basan en tamaños de muestra poco razonables y es probable que anulen por completo el motivo por el que se recurre al análisis de intervalos. Por ejemplo, si el usuario final exigiera un EOPR del 99,9 %, junto con un nivel de confianza del 99 % respecto a ese objetivo de fiabilidad, sería necesario registrar un total de 4.603 calibraciones, **** , solo para demostrar ese nivel de certeza. Es probable que los activos sometidos a prueba se descarten antes de que se alcance el objetivo final.
El algoritmo básico
Al utilizar este programa, se «comprueba» un intervalo para determinar si es el correcto. Si el intervalo analizado es de 365 días (por ejemplo), debes establecer unos criterios de aceptación predeterminados. Una recomendación, para 365 días, es excluir cualquier intervalo calculado que se desvíe del intervalo fijo de 365 días en aproximadamente un 16,4 % (un intervalo calculado es la fecha de calibración actual menos la fecha de calibración anterior). ¿Por qué el 16,4 %?
El motivo por el que se aplica un porcentaje del 16,4 % es que los clientes pueden devolver el equipo antes de la fecha de vencimiento prevista o pueden devolverlo con retraso (ya sea debido a una prórroga solicitada de 30 días a partir de la fecha de vencimiento, o simplemente por incumplimiento). Esto supone unos 60 días (sus criterios pueden variar). El programa recopilará todas las estadísticas de calibración y descartará cualquier intervalo real calculado que se encuentre fuera del intervalo fijo de 365 ± 60 días.
Establecimiento de un objetivo de fiabilidad
Un compromiso razonable sería fijar un objetivo de EOPR del 89 % con un nivel de confianza del 95 %. Estos valores no se han elegido al azar. Hay una razón de peso para esta combinación. El EOPR es un componente clave para gestionar el riesgo asociado a las decisiones de medición (también conocido como «guard-banding»). Muchas organizaciones se comprometen a proporcionar resultados de pruebas de conformidad con una probabilidad de aceptación errónea (PFA) del 2 % o menos. Aunque queda fuera del alcance de esta documentación, mantener tanto la unidad bajo prueba (UUT) como los patrones de referencia en un 89 % de EOPR garantiza que, independientemente del índice de incertidumbre de la prueba (TUR), el PFA nunca superará el 2 % (el máximo es del 1,95 %, según la figura 5). Esto fue documentado por primera vez por Scott Mimbs en 2011 como respuesta al cumplimiento de la norma ANSI Z540.3 relativa al 2 % de PFA. El método A3 ayuda a alcanzar este objetivo.
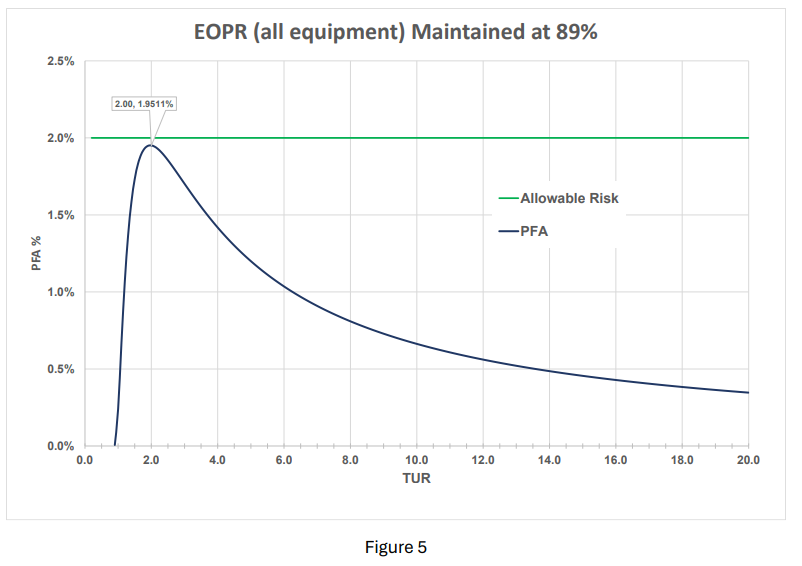
Quizá el lector se pregunte: «¿Por qué, si la TUR está disminuyendo, el PFA alcanza un pico y luego desciende?». La razón de este fenómeno es que, una vez alcanzado el PFA máximo, a medida que disminuye el TUR, la probabilidad de aceptar erróneamente un producto (o proceso) defectuoso disminuye drásticamente y prácticamente cualquier producto (o proceso) sometido a prueba será rechazado erróneamente en lugar de ser aceptado erróneamente.
¿Por qué debería utilizarlo?
El análisis de los intervalos de calibración no solo sirve para mantener los objetivos de fiabilidad y minimizar los riesgos de fallos prematuros, sino que es un indicador clave que permite a cualquier organización tomar decisiones fundamentadas también sobre sus presupuestos actuales de operaciones y mantenimiento (O&M).
NOTA: Para aprovechar al máximo las ventajas de esta función, sería conveniente que la organización estableciera unos horarios estándar (por tipo de calibración) y los costes internos asignados asociados a la tarea.
Haciendo referencia al inicio de este documento, se señalaron tres resultados fundamentales que se obtienen al utilizar un programa de optimización.
- Alargar el intervalo actual: el sujeto analizado está cumpliendo las expectativas, por lo que se requieren calibraciones menos frecuentes.
- No tomar ninguna medida: el elemento analizado funciona según lo previsto, por lo que no es necesario adoptar medidas correctivas.
- Reduzca el intervalo actual: el sujeto analizado está cumpliendo las expectativas, por lo que se requieren calibraciones más frecuentes.
En lo que respecta a los presupuestos de operación y mantenimiento y a la modificación de los intervalos programados, solemos denominarlos: buenas noticias, ausencia de noticias y malas noticias. Analizaremos los puntos 1 y 3 en concreto, ya que el punto 2 no requiere ninguna acción.
Ejemplo: En primer lugar, las buenas noticias. Supongamos que, para una marca o modelo concreto, tienes un total de 1000 calibraciones. No se trata necesariamente de un solo artículo, sino más bien de un grupo de artículos de la misma marca o modelo (o similares). Si se mantienen los valores predeterminados para el EOPR y los niveles de confianza (EOPR del 89 % y nivel de confianza del 95 %), y suponiendo que los datos cumplan los criterios, el intervalo de calibración aumenta de 365 a 438 días (+20 %).
Si el tiempo necesario para calibrar cada unidad es de 1,5 horas, el coste interno (pensiones y prestaciones) es de 150 $/hora y hay 1000 unidades de este tipo en su inventario, el presupuesto actual de operación y mantenimiento para esta marca y modelo concreto es de aproximadamente 225 000 $. El resultado es 1000 × 1,5 (horas) × 150 (dólares) = 225 000 $.
Sabemos que el ahorro es del 20 % según nuestros cálculos anteriores; por lo tanto, 225 000 $ × 0,2 = 45 000 $.
Ahora, las malas noticias. Supongamos que otra marca o modelo presenta un rendimiento deficiente y es necesario acortar el intervalo (los criterios de fiabilidad son los mismos) de 365 días a 257 días (una reducción de aproximadamente el 30 %). Tenemos 500 manómetros de ± 1 % que no cumplen el objetivo de fiabilidad. La calibración de estos elementos tarda 1 hora. Ahora tenemos 500 × 1,0 (horas) × 150 (dólares) = 75 000 $. Sin embargo, en lugar de calibrar estos elementos anualmente, ahora deben hacerlo cada 257 días, según lo que hemos descubierto. Esto supone, en esencia, un aumento de los costes de operación y mantenimiento de 75 000 a 97 500 dólares (+30 %).
En resumen: el coste original de las dos marcas y modelos asciende a 300 000 dólares al año.
Partida 1 actualmente = 180 000 dólares al año en gastos de funcionamiento y mantenimiento
Partida 2 actualmente = 97 500 $ al año en gastos de funcionamiento y mantenimiento
Coste total = 227 500 dólares
Ahorro neto = 300 000 $ - 227 500 $ = 22 500 $
La pregunta ahora es: «¿por qué no lo usarías?».